The key technologies for prefabricated component production and on-site construction of the Nanjing Vanke Shangfang Affordable Housing Project are implemented at the site on Dongqi Road, Shangfang Town, Jiangning District, Nanjing City. The project spans an area of 21,758 square meters with a total construction area of 66,858 square meters.
Buildings 6-01, 6-03, and 6-04 feature shear wall structures with one underground level and 18 floors above ground, reaching a construction height of 56.2 meters. The central basement No. 4 connects buildings 6-01 through 6-04, consisting of a frame structure with a basement floor height of 3.4 meters. Building 6-05 is a fully prefabricated, assembled reinforced concrete frame combined with a steel support structure system. It has one underground floor and 15 floors above ground, with a building height of 45 meters and a construction area of 10,380 square meters.

Chapter 1: Project Overview
1. Project Introduction
1.1 Engineering Construction Details
- Project Name: Nanjing Vanke Shangfang Affordable Housing Project
- Location: Yangzhuang East Road, Jiangning District, Nanjing City, situated in a climate zone characterized by hot summers and cold winters
- Construction Unit: Nanjing Wanhui Real Estate Co., Ltd
- Design Unit: Nanjing Changjiang Urban Architecture Design Co., Ltd
- Supervision Unit: Yangzhou Jianyuan Engineering Supervision Co., Ltd
- Construction Unit: China Construction Second Engineering Bureau Co., Ltd
- Project Purpose: Affordable Housing
2. Geographical Location and Project Summary
This affordable housing development north of Shangfang includes buildings 6-01, 6-03, 6-04, 6-05, and basement 4. It is a government-funded livelihood project, invested by the Nanjing Municipal Government and built by China Construction Second Engineering Bureau Co., Ltd. The site is located on Dongqi Road, Shangfang Town, Jiangning District, Nanjing City, covering 21,758 square meters with a total construction area of 66,858 square meters.
Buildings 6-01, 6-03, and 6-04 are shear wall structures with one underground floor and 18 floors above ground, with a height of 56.2 meters. The No. 4 central basement connects these buildings via a frame structure, with a basement floor height of 3.4 meters. Building 6-05 stands out as China’s first high-rise fully prefabricated and assembled building, featuring a reinforced concrete frame with steel support, one underground floor, 15 floors above ground, a height of 45 meters, and a construction area of 10,380 square meters.
Specifically, Building 6-05 comprises one underground floor used as a bicycle garage and fifteen residential floors above ground designated as low-rent housing. Its structure consists of a fully prefabricated reinforced concrete frame with steel supports. The basement and the bottom elevated layer are cast-in-place reinforced concrete, while columns, beams, slabs, and partitions are constructed using prefabricated assembly techniques.
3. Characteristics of the Prefabricated Component (PC) Structure
Compared to traditional construction, PC structured residential buildings differ in design and construction methods, often overlapping in process. Their key advantage is enabling industrialized production, demonstrated by the following features:
- Industrial assembly line production of prefabricated components, achieving a high level of industrialization.
- Reusable molds and production equipment after initial investment, reducing consumables and saving resources and costs.
- On-site assembly minimizes the environmental impact of construction.
- Significant energy savings and reduced consumption, with effective control of construction waste, dust, and noise pollution.
- Shorter construction timelines.
- Lower labor resource requirements.
- High mechanization reduces labor intensity for workers.
- Reduces high-altitude wet operations.
- Fully meets environmental protection standards for green construction sites.
2. Compilation Basis
- Handbook for Load Design of Building Structures
- Construction drawings specific to this project
- Site layout plan
- Written materials provided by the project owner
- Construction wall drawing for autoclaved lightweight aerated concrete slabs (NALC) (03SG715-1)
- ST70/27 Tower Crane User Manual
Chapter 2: Production of Prefabricated Components
1. Components and Production Equipment
The prefabricated components for this project include prestressed beams and slabs, non-prestressed slabs, columns, balconies, and stairs.
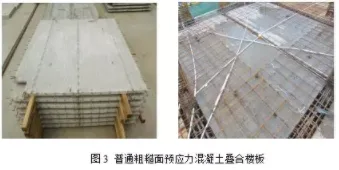
Prefabricated Prestressed Slabs: Made from C40 concrete with main load-bearing reinforcement consisting of spiral ribbed steel wire (φ P, fPtK=1570N/mm²). Distributed reinforcement uses round grade 8 secondary steel. The production process involves pre-tensioning, and surface scratches are applied to enhance bonding with new concrete.
Prefabricated Non-Prestressed Slabs: Also made from C40 concrete, main reinforcement uses round grade 8 secondary steel. Truss steel bars are installed along the board length to prevent deflection. Surface scratches ensure bonding with the new concrete layer.
Prefabricated Prestressed Beams: Constructed with C40 concrete and reinforced by 1 × 7 low relaxation standard steel strands (φ S12.7, fptk=1860 N/mm²), produced by pre-tensioning. Stirrups are made of ordinary steel bars, with reserved height for stacking layers.
Prefabricated Non-Prestressed Beams: Use C40 concrete with reinforcement and stirrups arranged per design. Surface scratches improve bonding with cast-in-place concrete.
Prefabricated Columns: Made from C40 concrete with rectangular cross-sections ranging from 300mm to 550mm. Diagonal steel bars are installed between multi-layer columns to maintain bearing capacity and stiffness during transport and construction.
Prefabricated Balconies: Cast in one piece from C40 concrete. Steel bars are placed per design, with 500mm of exposed steel bars for connection with cast-in-place slabs and beams.
Prefabricated Stairs: Made from C40 concrete, with reserved holes (D80 PVC sleeves, 150mm deep) at handrail locations. Main reinforcement extends at least 500mm beyond each end for connection with the landing platform.
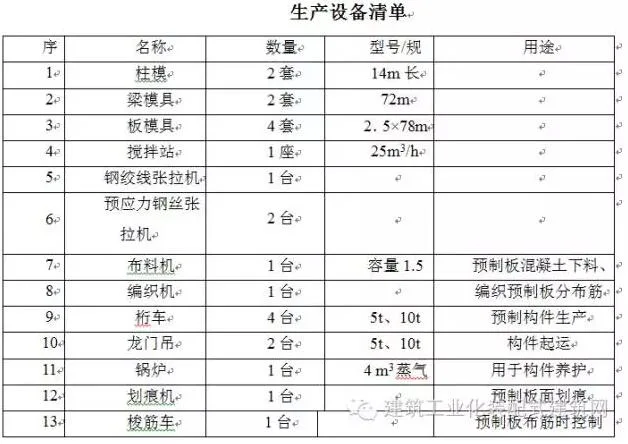
Production Equipment and Large Molds Include:
- Two column production lines (each line with 4 columns, 14 meters long). Column mold cross-sections adjustable between 300mm × 300mm to 550mm × 550mm.

Beam molds
- Two beam production lines (each with 2 beams, 72 meters long per line). Beam formwork width adjustable between 200mm and 400mm.

Beam production line
- Four board production lines (each 78 meters long and 2.5 meters wide).

Board production line
The mechanized fabric machines combine feeding and vibration, resulting in uniform and dense fabric distribution. This greatly reduces manual labor and speeds up production, allowing a single board to be completed within 45 minutes to 1 hour.

The process primarily uses advanced polypropylene fiber to weave distribution bars, replacing manual steel bar binding. These woven bars are laid directly on scored steel wires, with widths ranging from 1.1 to 2.45 meters.

Knitting machine

Steel strand tensioning machine
This machine outperforms other domestic tensioning equipment with faster speed, longer internal stroke, and easier operation. While typical domestic machines require 3-4 minutes to tension a steel strand, this machine achieves it in just 1 minute.

The project plans to use four sets of balcony steel molds and four sets of staircase steel molds. The facility is equipped with mixing plants, steam curing equipment, and a laboratory built to second-level standards.
The production equipment list is provided in the table below.
2. Production Process of Prefabricated Components
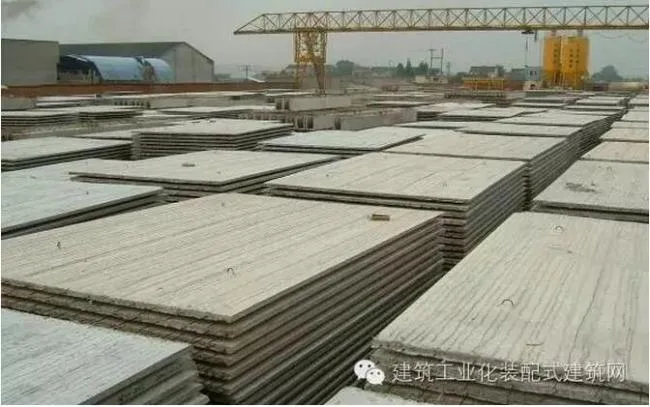
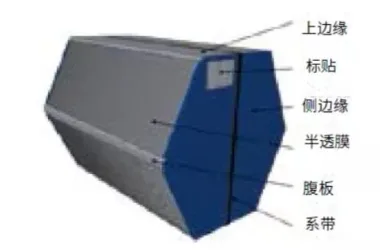
Prefabricated slab
2.1 Types of Precast Prestressed Slabs
Prefabricated panels are flexible and adaptable to design needs, though panel length is typically limited to 8 meters, width between 600 mm and 2500 mm, and thickness between 50 mm and 80 mm. Regular, square-shaped panels are more cost-effective to produce.
2.2 Production Process of Prefabricated Prestressed Slabs
Template cleaning (pedestal) and release agent application → installation of high-strength steel wire → tensioning of scored steel wire (including stress detection) → laying distribution reinforcement, installing retaining head steel mold and rubber strips, binding hooks, and installing pre-embedded parts at openings → concrete pouring → removing retaining head steel mold by scratching and covering with tarpaulin → steam curing → prestressing and tensioning, cutting reinforcement, mold removal → proper labeling, transportation, and stacking.
2.3 Detailed Production Steps
2.3.1 Template Cleaning and Release Agent Application
The pedestal is a 78-meter-long, 2.5-meter-wide steel plate without expansion joints. Cleaning and release agent application are fully automated using a cleaning machine, eliminating manual work.
2.3.2 Installing High-Strength Scoring (Spiral Rib) Steel Wire
The high-strength notched steel wire (φ I spiral rib φ p) has a standard strength of fPtK=1570N/mm². Placement follows the layout plan, ensuring steel wire length meets tensioning requirements (minimum 82m). Holes are aligned accurately using movable lock plates. The tension end is anchored, and the wire is precisely positioned using a shuttle bar car with protective cushions maintaining the concrete cover.
2.3.3 Steel Wire Tensioning and Stress Testing
Initially, steel wires are manually tensioned and straightened to ensure uniform initial conditions. Tension stress deviation is maintained within ±5%. Protective chains are installed for safety during tensioning. The prestressed steel wires undergo one-time over-tensioning (0–1.03 σ om, with σ com = 0.8 fPtk), controlled by tension strain (590mm elongation for this line) and verified with stress detectors. At least five wires per pedestal are randomly tested. After tensioning, hydraulic transmission shafts are fixed with anchor bolts.
2.3.4 Laying Distribution Reinforcement
Distribution reinforcement uses round grade 8 secondary steel, manually bound due to the absence of cold-rolled ribbed steel bars compatible with factory weaving machines.
2.3.5 Installing Stopper Steel Mold and Rubber Strips

Locking plates and dividing strips are used to segment the board length and width according to layout.
2.3.6 Binding Hooks and Installing Pre-Embedded Parts for Openings
Hooks are tied at 0.21L intervals (where L is length or width) for each board. Reserved holes are placed per schematic diagrams, reinforced with cold-tied ribbed steel bars at hooks, holes, and board ends to prevent local cracking.
2.3.7 Concrete Pouring

For steam curing, concrete pouring begins once the template preheating temperature reaches 35–40 °C. Concrete is C40 fine aggregate early strength mix with slump controlled at 6–8 cm. It is transported and placed uniformly using transport vehicles and gantry trucks equipped with mixing, feeding, and vibration functions. Manual control ensures slab thickness stays within ±5mm. Before initial concrete setting, the slab surface is scratched to a depth of at least 4mm, with manual polishing near locking plates.
2.3.8 Scratching, Removing the Blocking Head Steel Mold, and Covering with Tarpaulin

Once the concrete reaches final setting, locking plates are promptly removed, cleaned, and repaired. Simultaneously, the surface is covered with tarpaulin.

2.3.9 Steam Curing
Steam curing curve of concrete:
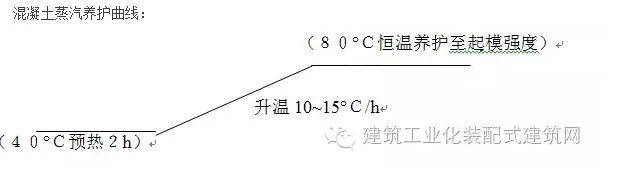
Steam curing curve of precast concrete slab
Concrete pouring is delayed until the template surface temperature reaches 40 °C to prevent thermal stress cracks. Temperature control is managed by thermal expansion sensors and temperature controllers, regulating steam opening and closing. After concrete reaches at least 75% of design strength, steam supply stops, and the slab cools slowly to avoid thermal cracking.
2.3.10 Prestressing Tensioning, Reinforcement Cutting, and Demolding
After removing the tarpaulin, a dial gauge measures wire retraction. Stress release begins by removing anchor bolts and operating the tensioning machine. Wire slippage is monitored and recorded, typically between 1–4 mm. Reinforcement cutting proceeds from the tensioning end to the anchor end. After cutting, molds and dividing strips are removed.
2.3.11 Labeling, Transportation, and Stacking
Prefabricated boards are numbered and labeled according to layout. They are transported and stacked vertically, ensuring uniform hook placement during stacking.
3. Production Process of Prefabricated Prestressed Beams

Prefabricated beams
3.1 Types of Precast Prestressed Beams
Beams are categorized as frame or secondary beams based on stress position. Widths range from 200mm to 400mm in various increments, with heights adjustable between 200mm and 650mm. Lengths comply with design specifications.
3.2 Production Process of Prefabricated Beams
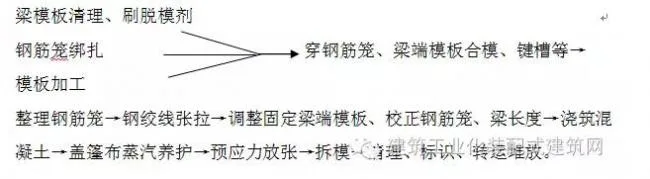
3.3 Detailed Production Steps
3.3.1 Pre-Cage Preparation
Template cleaning and application of release agent are performed manually on the assembled hydraulic beam line template to ensure smoothness and flatness.
Reinforcement cage binding follows beam design specifications. Temporary erection bars (2 φ 12) are added at the beam’s upper end. Several φ 8 round steel bars (500–700 mm long) are welded diagonally to secure the cage and prevent deformation during threading and tensioning.

3.3.2 Steel Cage Threading and Beam End Formwork
Steel strands are cut and threaded as per layout plans. The steel cage is installed from back to front, following the sequence: head steel formwork → beam end wooden formwork → steel cage → beam end wooden formwork → head steel formwork.

3.3.3 Mold Closing and Steel Cage Organization
Hydraulic rods close the beam formwork, which is fixed with pins and screws. Deformed steel cages are adjusted, and gap templates are secured.
3.3.4 Steel Strand Tensioning
Anchors fix the steel strand ends. The tensioning end is manually straightened, anchored, and tensioned hydraulically. The prestressing process involves one-time over-tensioning (0–1.03 σ om, with σ com=0.8 fptk), with steps of 200–300 mm until reaching 1533 N/mm² (350 bar on the imported French tensioner), then stopping.

3.3.5 Formwork Adjustment and Steel Cage Correction
Following tensioning, steel cages and positioning templates are readjusted. Beam length is verified and fixed.
3.3.6 Concrete Pouring
Prefabricated beams use C40 early strength concrete with medium crushed stone, mixed on-site. Slump is controlled at 6–8 cm. Concrete is lifted into formwork by transport vehicles and gantry cranes, then manually vibrated.

3.3.7 Tarpaulin Covering and Steam Curing
Once concrete pouring finishes, elements are covered with tarpaulin and steam cured.

The steam curing curve is shown below:
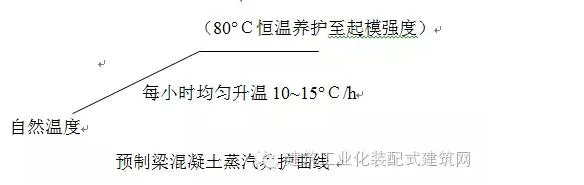
Due to the beam’s large cross-section, preheating is not required. Temperature is increased uniformly by 20 °C per hour from room temperature to 80 °C. Temperature sensors regulate steam application. Once beams reach demolding strength (75% of design strength), steam is stopped, and beams cool slowly to prevent cracking.
3.3.8 Prestressing Tension Release and Formwork Removal
After concrete attains demolding strength, tarpaulin is removed, formwork support is taken down, and tensioning anchors are released slowly and evenly to prevent stress concentration. Steel strands are cut by electric welding, leaving 220 mm length for frame beam strands before bending; secondary beams are cut at the root. After lifting beams from formwork, steel baffles, keyway formwork, and temporary supports are removed. Local adjustments enhance bonding with cast-in-place concrete.
3.3.9 Cleaning, Labeling, Transportation, and Stacking
Beams are numbered and labeled per layout. Stacking is vertical and uniform, limited to three layers. Beams are cleaned before stacking.
4. Production Process of Prefabricated Columns

4.1 Types of Prefabricated Columns
Columns feature rectangular reinforced concrete cross-sections with side lengths of 500mm, 550mm, 600mm, or 650mm. They are produced as one- or two-section units, with a maximum height of 14 meters per section. For this project, floor height is 2.9 meters, using both one-section (2.9 m) and two-section (5.8 m) columns.
4.2 Production Process
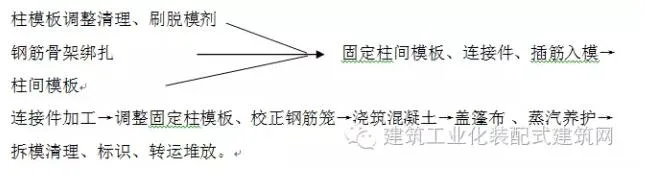
4.3 Detailed Production Steps
4.3.1 Template Preparation and Reinforcement Binding
Adjust the column bottom crossbeam height and side formwork position to fit column dimensions, then seal with rubber strips. Manually clean and apply release agent to steel formwork to ensure smoothness and flatness.
Bind the steel reinforcement skeleton according to column model and design specifications. Add diagonal steel bars (8 φ 14) between column sections welded to main reinforcement for transport and construction stability. Pre-embedded parts are installed per drawings during reinforcement binding.
The column formwork consists of assembled composite forms that are easy to fix, construct, and demold, with rubber lining. Connectors use sleeve joints, following Beijing Jianmao standards.
4.3.2 Column Formwork, Connectors, and Reinforcement Fixation
Formwork, connectors, and reinforcing bars are positioned and fixed on the column reinforcement skeleton to prevent deformation or displacement during construction. Connectors are placed at the top of each prefabricated column with positional accuracy within ±3 mm to ensure proper insertion of upper column bars. Reinforcements near main bars ensure consistent structural stress. The formwork’s outer opening is secured with braces and spot-welded hoops. Connectors and reinforcing bars are welded to main bars, with outer openings fixed to custom steel molds bolted in place.
4.3.3 Adjustment of Fixed Column Formwork and Steel Cage Correction
After inserting the column steel reinforcement skeleton, molds are adjusted via rods, with recalibration and fixation of formwork, steel inserts, and connectors. Lengths, positions, and sizes are checked, including reinforcement directions and reserved steel bars. Lifting holes are prepared.
4.3.4 Concrete Pouring, Tarpaulin Covering, and Steam Curing
The process mirrors that of precast beams.
4.3.5 Demolding, Cleaning, Labeling, Transportation, and Stacking
Once concrete reaches lifting strength, formwork is removed promptly, fastening bolts loosened, and end formwork detached. Components are lifted, numbered, and marked as per diagrams. Formwork between columns is also removed for local repairs. Components are stacked orderly, up to three layers.
5. Production Process of Prefabricated Balconies and Stairs
5.1 Types of Balconies and Stairs
Balconies are classified as built-in or external per drawings. Stairs are categorized as left or right based on embedded iron positioning.
5.2 Production Process
Mold cleaning and release agent application → steel reinforcement binding → embedded parts installation → mold assembly → concealed works inspection → concrete pouring and curing → demolding, cleaning, labeling, transportation, and stacking.
5.3 Detailed Production Steps
5.3.1 Mold Cleaning and Release Agent Application
Adjust side formwork height and position to balcony and stair dimensions, match bottom formwork size, and seal with rubber strips. Manually clean and apply release agent to steel formwork for smoothness and flatness.
5.3.2 Steel Reinforcement Binding
Bind steel reinforcement according to model, number, and design specifications.
Embedded Parts Installation: Install embedded parts per drawings, reinforcing with steel bars as needed.
5.3.3 Mold Assembly
Mold size deviation must be within 5mm, and all fixing screws securely fastened.
5.3.4 Concrete Pouring
Concrete is early strength mix with medium crushed stone, mixed on-site, with slump controlled at 6–8 cm. It is lifted into molds by transport vehicles and gantry cranes, and manually vibrated.
5.3.5 Demolding, Cleaning, Labeling, Transportation, and Stacking
After reaching lifting strength, formwork is removed, bolts loosened, end formwork detached, and molds lifted, numbered, and marked as per diagrams. Stairs stacking generally does not exceed four layers; balconies are stacked individually.
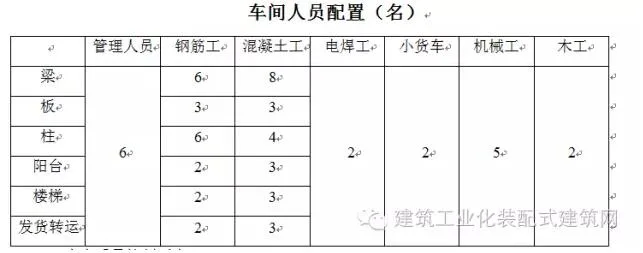
6. Workshop Personnel Configuration
7. Key Points of Production Quality Control
7.1 Prefabricated Slabs
- Tensile stress of steel wire is σ com = 0.8 fptk, with allowable deviation within ±5%.
- Allowable deviation for board length, thickness, and diagonal length is ±5 mm.
- Strict preheating during steam curing with slow, uniform temperature rise.
- Perform wire retraction tests during tension release to verify concrete strength and wire anchorage.
7.2 Prefabricated Beams
- Steel strand tensile stress is controlled at 0.8 fptk with one-time over-tensioning.
- Beam length deviation controlled within ±10 mm.
- Prevent air bulging and holes during keyway concrete pouring.
- Ensure smooth concrete surface on beam tops.
7.3 Prefabricated Columns
- Connector positioning and fixation maintain mutual position and spacing.
- Reinforcement positioning ensures overlap length, with deviation within ±3 mm.
- Fix and position formwork between columns to maintain dimensions.
- Ensure column numbering and directions are orderly.
7.4 Prefabricated Balconies and Stairs
- Correct placement of lifting and flipping embedded parts.
- Exposed anchoring steel bars must meet or exceed lap length.
- Concrete at exposed steel bars should be roughened to improve bonding with cast-in-place structures.
8. Maintenance of Formed Components Before Factory Departure
After transportation and stacking, timely watering and curing are essential. Watering and curing prestressed components help maintain their arching stability.
(To be continued)
Appendix: Table of Contents










Must log in before commenting!
Sign Up