While perspectives on sensor networks, the Internet of Things (IoT), and ubiquitous networks may differ, there is broad agreement that the IoT focuses on the real-time acquisition, transmission, storage, analysis, and application of information exchanged between objects and people using various sensors.
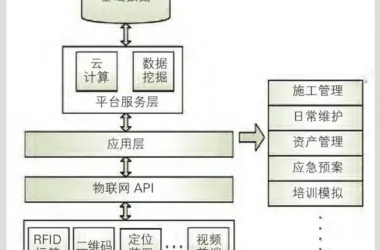
The IoT framework is structured around three core components: comprehensive perception, reliable transmission, and intelligent processing. Comprehensive perception utilizes technologies such as RFID, GPS, cameras, and sensor networks to detect, capture, and measure objects, enabling data collection anytime and anywhere. Reliable transmission ensures seamless information exchange and sharing via communication networks and the Internet. Intelligent processing interprets massive datasets across different sectors, industries, and regions, deepening our understanding of the physical world, economic activities, and society, and supporting smarter decision-making and control. In contrast to the global connectivity of the traditional Internet, IoT is distinct in its focus on localized, industry-specific applications.
Industry represents a primary sector for IoT adoption. The deployment of devices with environmental sensing, pervasive computing, and mobile communication is revolutionizing industrial production. These technologies enhance manufacturing efficiency and product quality, reduce costs and resource consumption, and accelerate the shift from traditional to smart manufacturing.
1. Key Applications of Industrial IoT
With ongoing technological advancements, industrial IoT is mainly applied in several core areas:
In manufacturing, IoT streamlines supply chain management by optimizing processes from raw material procurement through inventory control to sales, thereby reducing operational costs. For example, Airbus has harnessed sensor network technology to create an efficient supply chain system.
IoT enables process optimization through advanced detection, real-time parameter collection, equipment monitoring, and material consumption tracking. Technologies for intelligent monitoring, control, diagnostics, and maintenance are continually evolving. For instance, steel manufacturers use sensors and communication networks to monitor product width, thickness, and temperature in real time, improving both product quality and production efficiency.
By integrating sensing and manufacturing technologies, remote monitoring of equipment status, usage records, and fault diagnostics becomes possible. GE Oil & Gas Group, for example, operates 13 i-Centers worldwide, delivering real-time equipment monitoring and maintenance solutions using sensors and networks.
IoT-based environmental monitoring and energy management allow companies to supervise pollution sources and control key indicators in real time within production environments. Wireless sensors installed at crucial discharge points enable companies to monitor pollution and remotely close outlets, effectively preventing sudden environmental incidents. Telecom operators are also developing IoT-driven pollution control solutions.
Industrial safety management leverages sensors embedded in mining equipment, pipelines, and worker gear, allowing real-time monitoring of personnel, machinery, and environments in hazardous areas. This approach transforms fragmented supervision into comprehensive, open, and diversified network systems, achieving real-time awareness, accurate identification, rapid response, and effective control.
2. Integrating IoT with Advanced Manufacturing Technologies
The future of industrial IoT depends on its integration with advanced manufacturing technologies, giving rise to new smart manufacturing systems. This integration is advancing in eight key areas:
Ubiquitous perception network technology forms the foundation for pervasive network systems in intelligent manufacturing, supporting design, equipment, processes, management, and operations. However, this technology is still in its early developmental stage.
Ubiquitous manufacturing information processing technology is facilitating new manufacturing models based on widespread information processing, thereby boosting industry competitiveness. While these models remain largely conceptual and experimental, they are increasingly supported by government initiatives.
Virtual reality technology provides true 3D visualization and natural human-computer interaction, with growing adoption in industrial production. Future developments will emphasize 3D digital product design, process simulation, 3D display, assembly, and maintenance.
Improvements in human-computer interaction, sensor networks, industrial wireless networks, and new materials are increasing interaction efficiency. Currently, manufacturing largely relies on limited information, with humans mainly serving machines. As technology advances, the industry will shift towards information-driven human-computer interaction powered by ubiquitous perception.
Spatial collaboration technology addresses integration and collaboration challenges in today’s manufacturing systems, improving agility and efficiency through pervasive networks, human-computer interaction, information processing, and system integration.
Parallel management technology enables manufacturing systems to combine real and virtual systems, enhancing recognition, early warning of abnormal conditions, intelligent decision-making, and emergency management.
Manufacturing and business processes are becoming increasingly integrated through e-commerce, with a trend toward both vertical integration and horizontal collaboration. In the future, robust e-commerce frameworks will be vital for better decision-making and adaptability in dynamic markets, supporting a sustainable and advanced manufacturing industry.
System-integrated manufacturing technology brings together intelligent robots, experts, and human operators, merging automation, integration, networking, and intelligence. This enables self-organization and coordination, allowing structures and parameters to quickly adapt to changing market demands and competition.
3. Addressing Technical Challenges in Industrial IoT
Despite its promise, IoT is still in the early stages of industrial adoption and faces several technical challenges:
Sensors are essential for industrial automation, detecting and measuring object states and changes, and converting them into electronic signals. Especially in automated production, sensors are used to monitor and control various parameters, ensuring optimal operation and product quality. Reliable, cost-effective sensors are fundamental to modern industrial production systems.
Industrial wireless network technology uses mesh networks with numerous sensor nodes capable of real-time perception and self-organization. By integrating sensors, embedded computing, modern networking, wireless communication, and distributed information processing, these networks offer low power consumption, self-organization, ubiquitous collaboration, and heterogeneous interconnection. This approach is transforming industrial control by reducing costs and expanding applications, drawing worldwide attention.
Effective industrial process control requires suitable modeling. Traditional centralized and closed simulation systems are no longer adequate for modern manufacturing. Industrial process modeling is essential for system design, analysis, simulation, and advanced control.
Other technical barriers in large-scale industrial IoT applications include integration service proxy bus technology and industrial semantic middleware platforms.
4. Promoting Industrial IoT: Vertical and Aggregated Approaches
IoT development is a vast and complex technological innovation that can be advanced through both vertical and aggregated approaches.
Vertical applications focus on process control tailored to individual enterprises, closely connected to production and business workflows, providing customized solutions and services. In the automotive industry, for example, each company in the value chain establishes an IoT system to monitor vehicles in real time, with onboard modules collecting and transmitting information for vehicle control and management.
IoT supports various aspects of industrial operations, including production, equipment management, warehousing, and supply chain logistics.
Aggregated applications are cross-industry and platform-based solutions promoted by operators and providers for businesses, households, and individuals. Vehicles equipped with sensor networks, GPS, and communication systems provide comprehensive information services—such as detection, navigation, entertainment, and emergency calls—via public platforms. All stakeholders, including consumers, manufacturers, repair shops, and regulators, share information and services, enhancing vehicle design, manufacturing, and supporting full lifecycle management.
5. Business-Driven Strategies and Key Entry Points for Industrial IoT
Given the diversity of industries, IoT adoption should be business-driven and strategically focused on key entry points within the industrial sector.
Currently, pilot IoT applications should address urgent needs, utilize mature technologies, provide clear benefits, and have strong motivators in specific industrial fields to accelerate the advancement of smart industries.
In equipment manufacturing, supply chain management employs RFID and other IoT technologies for digital logistics, supporting collaborative logistics among manufacturers, enhancing supply chain coordination, and driving joint development of logistics and manufacturing.
Food safety traceability systems use IoT for tracking, identification, information queries, and management throughout breeding, procurement, slaughter, processing, transportation, and sales. This ensures comprehensive management and traceability, allowing precise recall of problematic products.
Intelligent measurement and control of petrochemical equipment is promoting IoT adoption in petroleum exploration, extraction, and transportation, creating remote measurement and control systems for smarter management, improved safety, and scientific operation in chemical enterprises.
Key technologies such as sensors, RFID, and mobile communication are vital for coal mine safety management, helping identify and monitor hazards like water, fire, roof instability, and gas. This supports the development of safety monitoring networks and enhances emergency response capabilities.
Industries with high pollution levels—including chemicals and light manufacturing—benefit from real-time emissions monitoring. IoT enables intelligent emission monitoring systems by integrating automated devices, water quality detectors, and alarms for key enterprises, allowing remote closure of discharge points and preventing sudden environmental incidents.












Must log in before commenting!
Sign Up