Mold Inspection Criteria
1. Mold Components
All components of the mold must be securely connected with tight seams. Embedded parts and fixtures should be precisely positioned and firmly installed.
2. Base Mold Condition
The base elements, including the pedestal, tire mold, floor, and bottom plate, must be flat and smooth. There should be no sinking, cracks, sanding, or bulging.
3. Mold Cleanliness and Coating
The mold must be kept clean. The release agent and surface coagulant should be applied evenly without any missed spots or accumulation. These substances must not contaminate the steel bars or affect the appearance of prefabricated components.
4. Positioning and Maintenance
Regular inspections should verify the effectiveness of positioning measures for side formwork, embedded parts, and reserved holes. Preventative steps must be taken against mold deformation and corrosion. Reactivated molds require inspection approval before reuse.
5. Mold Fixation
Fixing methods such as bolts, positioning pins, and magnetic boxes between the mold and platform should be reliable to prevent mold displacement or leakage during concrete vibration molding.
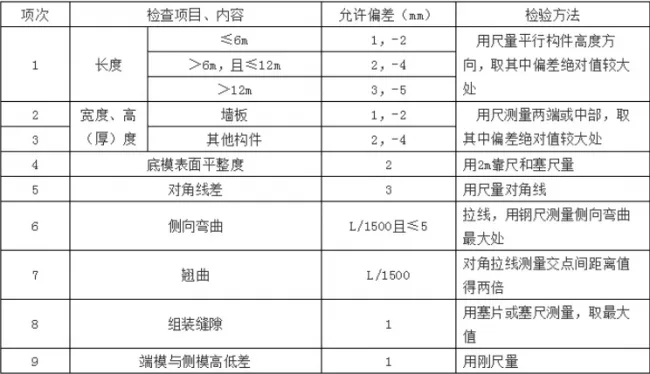
Allowable Deviation and Mold Size Inspection
6. Embedded Parts and Reserved Holes
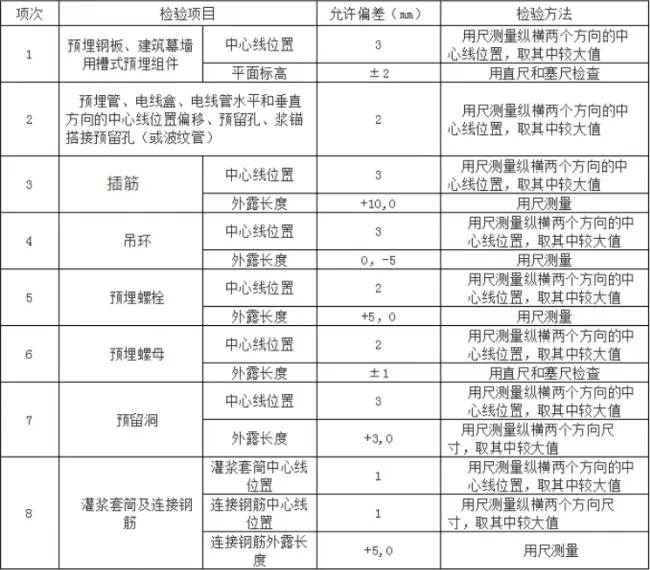
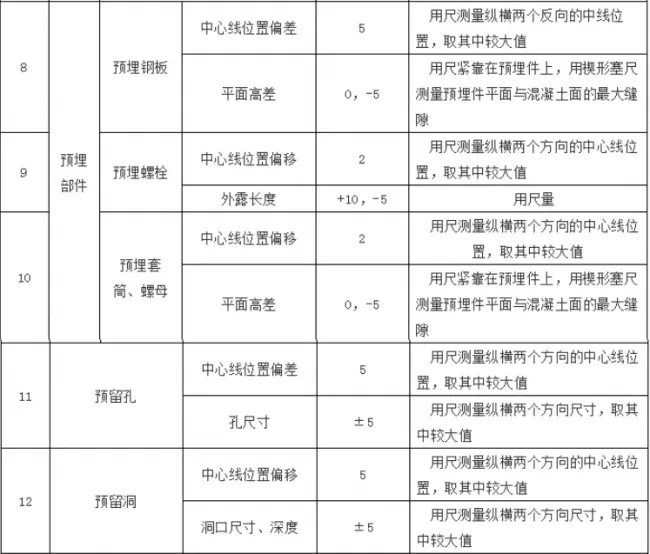
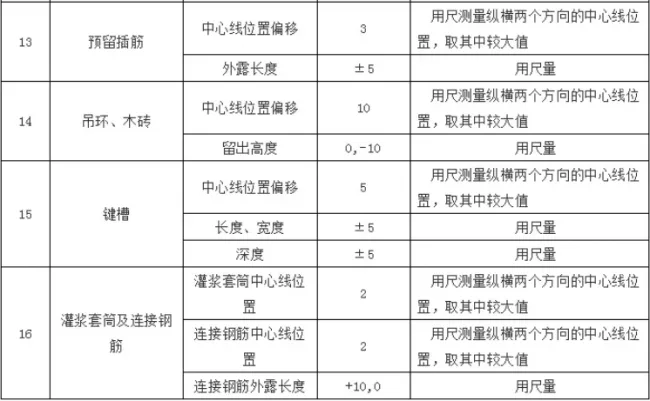
Embedded parts and reserved holes must be positioned through the mold and installed securely. Installation deviations should comply with the following standards:
Allowable Deviation for Installation of Pre-Embedded Parts and Reserved Holes
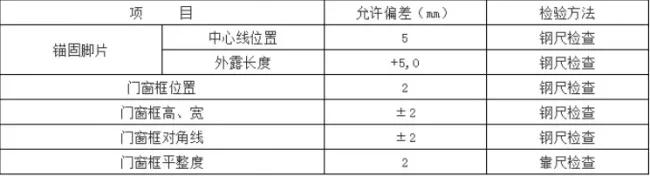
7. Door and Window Frame Installation
When embedding door and window frames in prefabricated components, fiber devices should be installed on the mold for fixation. Each piece must be inspected. Installation deviations and inspection methods should follow the table below:
Reinforcement and Embedded Parts
1. Welding and Grouting Inspections
Welded joints of steel bars and grouted joints of mechanical connection boxes and sleeves must undergo process inspections. Prefabricated component production may only proceed after passing these tests.
2. Assembly of Threaded Joints
Threaded joint box half tank slurry sleeve connections should be tightened using a specialized torque wrench for proper assembly.
3. Appearance Inspection
Mechanical connection joints of steel bar welding joint boxes must be fully inspected for appearance quality.
4. Steel Bar Condition
Steel bars should be free from oil stains and severe corrosion.
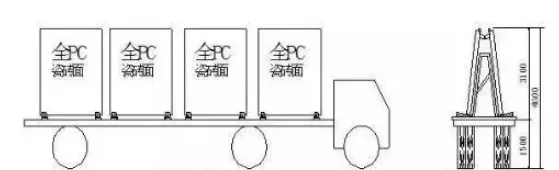
5. Handling of Steel Mesh and Skeleton
Steel mesh and skeleton should be lifted using specialized hangers.
6. Concrete Protective Layer
The concrete protective layer thickness must meet design requirements. Protective layer cushion blocks should be firmly tied to the steel reinforcement skeleton or mesh, arranged in a plum blossom pattern with spacing that complies with steel reinforcement limits and deformation control. Binding wire ends should be bent inward toward the component’s interior.
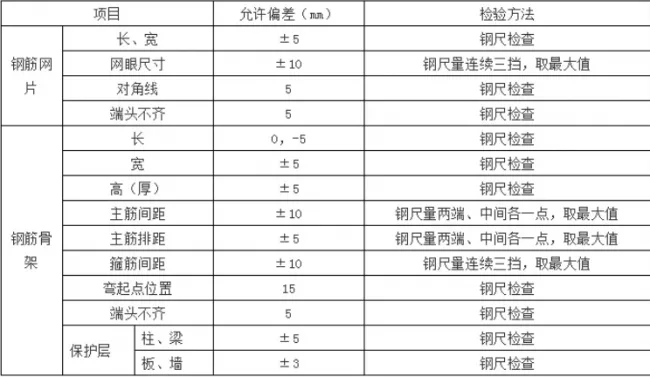
7. Dimensional Deviation of Finished Steel Bars
Allowable deviations and inspection methods for finished steel bars are specified in the following table:
Allowable Deviations and Inspection Methods for Finished Steel Bars
Allowable Deviation of Steel Truss Dimensions

8. Quality of Pre-Embedded Parts and Welding Rods
Performance of pre-embedded parts and welding rods must meet design requirements. Processing deviations should comply with the following table:

Prefabricated Component Inspection
1. Appearance Quality Control
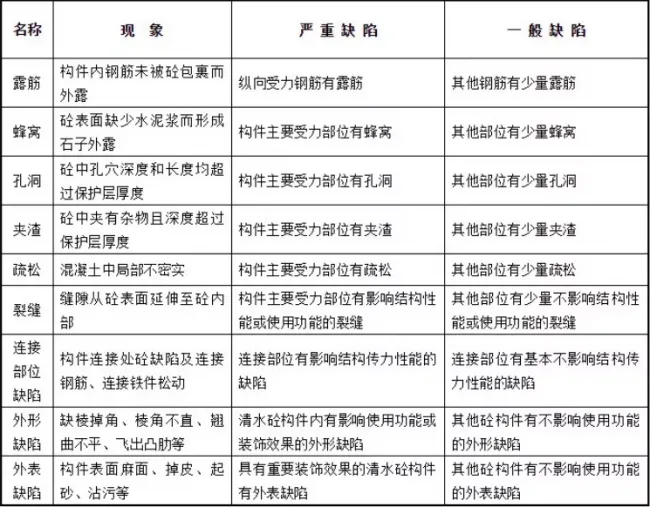
During production, measures must be taken to prevent appearance defects in prefabricated components. These defects are categorized as either serious or general, based on their impact on structural performance, installation, and use, as detailed in the table below.
Appearance Quality and Inspection Methods for Prefabricated Components
2. Visual Inspection Post-Molding
After molding, the appearance of prefabricated components must be promptly inspected visually. Components should have no defects. Serious defects require a technical remediation plan and re-inspection. General defects must be corrected to meet standards.
3. Dimensional Deviations
Prefabricated components must not have dimensional deviations that affect structural performance, installation, or use. Any parts exceeding allowable deviations and impacting these functions must receive approval from the original design unit. A technical treatment plan should be developed, followed by re-inspection and acceptance.
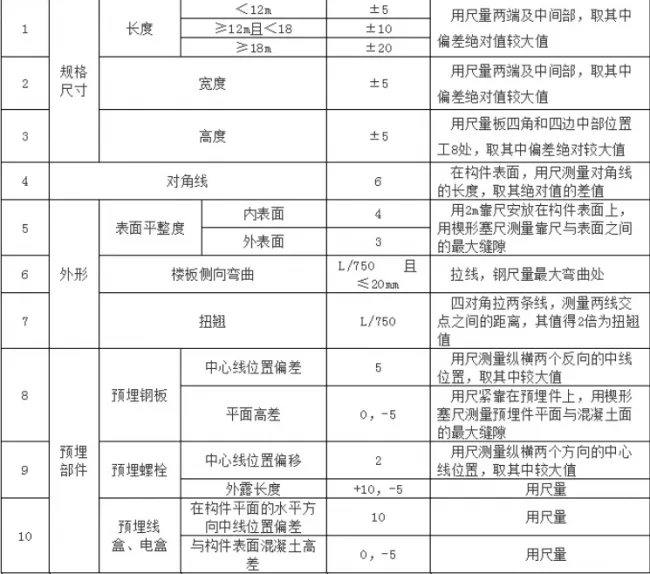
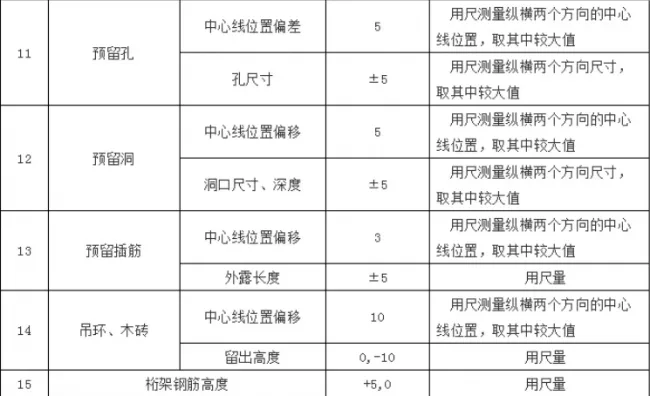
4. Size Deviations and Reserved Features
Size deviations, positions, and inspection methods for reserved holes, embedded parts, dowels, and keyways must conform to the following table. If prefabricated components have rough surfaces, allowable dimensional deviations related to these surfaces may be relaxed by 1.5 times.
Allowable Deviations and Inspection Methods for External Dimensions of Prefabricated Floor Components
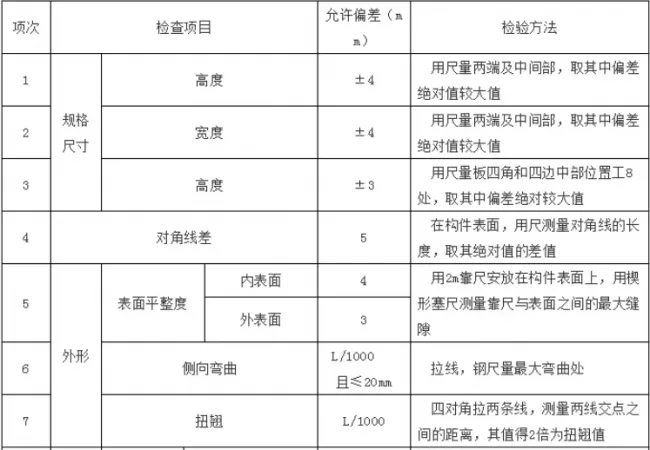
Allowable Deviations and Inspection Methods for External Dimensions of Prefabricated Wall Panel Components
5. Compliance of Embedded Parts, Reinforcement, and Reserved Holes
Specifications and quantities must meet design requirements.
Inspection quantity: 100% of items inspected.
Inspection method: Observation and measurement.
6. Quality of Rough Surface or Keyway Formation
The quality must meet design requirements.
Inspection quantity: 100% of items inspected.
Inspection method: Observation and measurement.
7. Steel Sleeve Grouting Connections
Before production, type inspection reports of steel sleeves must be checked for qualification. Tensile strength tests of steel sleeve grouting connection joints should be conducted in accordance with the current industry standard “Technical Specification for Application of Steel Sleeve Grouting Connection” JGJ355.
Inspection quantity: Sampling and batch inspection of prefabricated components within the same project and process. A batch consists of grouting sleeves with the same batch number, type, and specification, with no more than 1000 pieces. Three grouting sleeves will be randomly selected from each batch to prepare centering connection joint specimens.
Inspection method: Review of test reports and quality certification documents.
Source: Construction Engineering Lecture Hall












Must log in before commenting!
Sign Up