The previous discussion highlighted how design impacts the cost of precast concrete (PC) components, focusing on four key factors: small quantity, ease of manufacturing, standardization, and ease of installation. Designers can only continuously reduce PC costs by collaborating with factory processes and pursuing ongoing improvements. This article examines 48 unidirectional truss composite panels from a standard building project by Evergrande Real Estate. Zhongmin Zhuyou completed the detailed design optimization, and this article elaborates on how designers should consider production costs of truss composite panels from the perspective of these four aspects.
Material Content
Figure 1 illustrates the material composition of the truss composite panels. Concrete, truss steel bars, and load-bearing bars make up the majority and are the primary factors influencing material costs. Optimizing the quantity of truss and load-bearing steel bars without altering the panel thickness is crucial for cost reduction.
Truss reinforcement must be arranged so that the distance from the panel edge does not exceed 0.3m, and spacing should be no greater than 0.6m. Therefore, when the non-stressed edge of the panel measures close to or exactly 1.2m, 1.8m, or 2.4m, the truss arrangement becomes more economical. According to the Code for Design of Concrete Structures, when using steel bars with strength grades of 400 MPa or 500 MPa, the minimum reinforcement percentage must be the larger of 0.15% or 45ft/fy. Selecting appropriate diameters and spacing for stressed steel bars can effectively reduce steel content.
After careful calculations, design optimization reduced steel content by 13.2 kg/m³, including a 2.9 kg/m³ reduction in truss steel bars and 10.3 kg/m³ reduction in load-bearing steel bars.
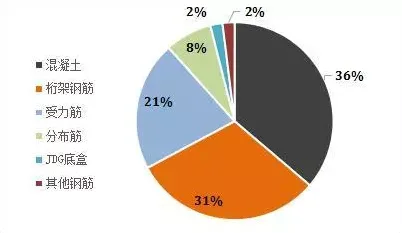
Figure 1: Proportion of material costs
Production Matching
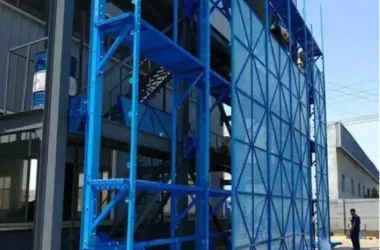
Truss composite panels can be produced using either the long line method or the flow table mold method. Production efficiency is analyzed based on the number of operations, workstation layouts, and personnel configurations for each method.
The long line method uses a platform mold with a width of 2.4m, adjustable via edge molds, and a length ranging from 130 to 200m. The platform mold edge height is 75mm. By adding a partition mold in the center, it can produce composite panels of any length with widths under 2.4m and heights below 75mm. Personnel work in a flow configuration, with workers of different trades moving along the long platform mold.
The assembly line mold generally measures 3.5m by 9m and uses edge molds to secure PC components. The mold rotates through different workstations in sync with the production rhythm, requiring workers to complete tasks within specific timeframes. This demands high component standardization.
For long line production, designs should prioritize standard 2.4m width components and maximize the use of fixed edge molds to minimize assembly workload. Productivity can reach 1.7 m³ per person. In contrast, assembly line production requires consistent laminated board widths to ease demolding efforts, with productivity at 1.4 m³ per person. According to Building Industrialization Table 1 data, long line production achieves 17% higher concrete output per person daily than assembly line production, with fewer personnel required, making it a more economical approach. This directly lowers labor costs and boosts factory output.
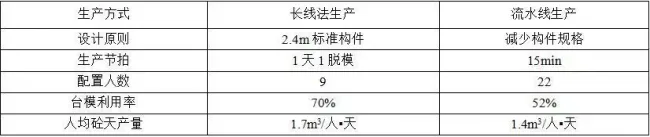
Table 1: Efficiency comparison of production methods
Standard Components
The analysis confirms that the long line method yields better efficiency than assembly line production. Designers can further reduce PC costs by minimizing the number of molds required.
Plan 1: Assembly line production requires edge molds, magnetic boxes, and reinforced edge molds. Prefabricated assembly can reduce component types and improve edge mold utilization, as shown in Figure 2.
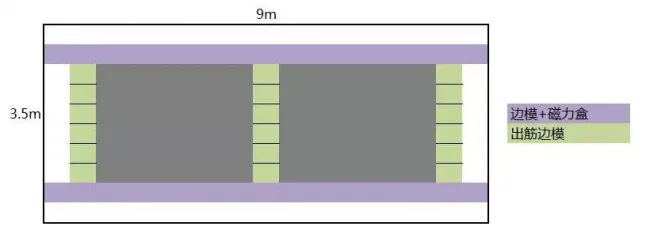
Figure 2: Assembly line production setup
Plan 2: For long line production, partition molds, adjustable molds, and magnetic edge molds are used. The fixed platform mold edge serves as the edge mold. Figure 3 illustrates the placement of 2.4m standard and non-standard components.
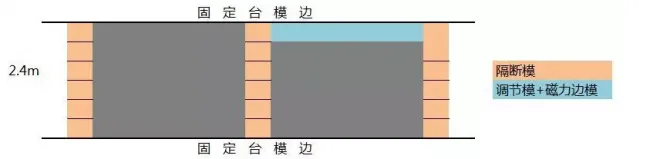
Figure 3: Long line mold production layout
Plan 3: For non-standard components, mold utilization can be improved by splicing components to reduce the number of molds required, as shown in Figure 4. For example, if the combined length of reinforcing edges for components A and B is 2.335m and they share the same length, they can share a partition mold. Similarly, components C and D, with combined reinforcing edges under 2.27m and equal length, can also share a mold. Thus, besides increasing the proportion of 2.4m standard components, optimizing dimensions of other components enhances mold utilization.
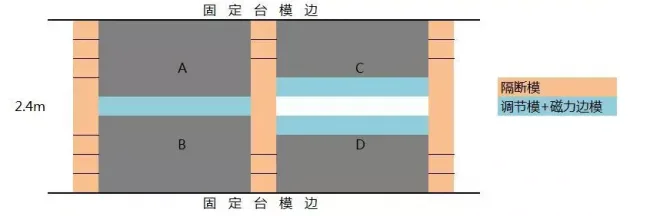
Figure 4: Spliced components for long line formwork production
Evaluating mold usage and costs for these three plans shows that Plan 2 reduces mold costs by 48% compared to Plan 1, while Plan 3 further cuts costs by 11% compared to Plan 2. This indicates that using the long line method, increasing the proportion of 2.4m standard components, and adding spliceable components with minimal mold costs effectively lowers expenses.
Logistics and Transportation
As discussed, the loading principle for laminated panels is “smaller on top, larger on bottom,” with no more than seven layers. Following this guideline, 48 laminated panels can be divided into seven stacks, fitting exactly two loads on a 13.5m flatbed truck with an 80% loading rate. The typical industry loading rate is about 70%, so optimizing laminated panel sizes can increase loading efficiency by 10%.
Summary
In summary, optimizing steel content and panel dimensions impacts cost in the following ways:
1. The most economical reinforcement configuration for non-stressed edges uses truss steel bars at 2.4m, 1.8m, and 1.2m spacing. Reasonable stress steel bar configurations can reduce steel content by 13.2 kg/m³, lowering PC cost by 2.5% per cubic meter.
2. Producing standard 2.4m components with the long line method improves labor efficiency by 17% compared to assembly line production, cutting PC unit costs by 2.1%.
3. Using the long line method while increasing both standard and spliceable components reduces mold usage and cuts mold costs by up to 59%, reducing PC cost by 2.6% per cubic meter.
4. Aligning with the loading principle increases the loading rate by 10%, lowering transportation costs by 1% per PC unit.
Overall, these design optimizations can reduce truss composite panel costs by a total of 8.2% per square meter.
Article source: Zhongmin Building Friends











Must log in before commenting!
Sign Up