◆
Background
◆
Since 2009, I have been researching truss reinforced concrete composite floor slabs and have designed and produced a series of components transported to Changsha for model house construction. In 2010, I began collaborating with Xiweide Gudemei (Hefei) Company, systematically studying the technical applications of German truss reinforced concrete composite floor slabs. During the compilation of the “Technical Specification for Prefabricated Concrete Structures” (JGJ1-2014), I engaged in extensive discussions with domestic experts.
Over the past decade, most prefabricated concrete (PC) residential buildings in China have adopted truss reinforced concrete composite floor slabs, which tend to be more expensive than similar cast-in-place projects. Construction experience has shown that “cracking in composite floor components is a common issue.” With the rise in prefabricated projects, many inquiries have emerged about whether separate designs can address composite floor slab cracks and joint structures, and how to reduce costs in PC buildings. Stakeholders, including consumers, construction, design, supervision, and quality control departments, often hold differing views. This article offers an analysis from design, construction, and cost perspectives for readers’ consideration.
01
Technical Principles of Prefabricated Truss Reinforced Concrete Composite Floor Slabs
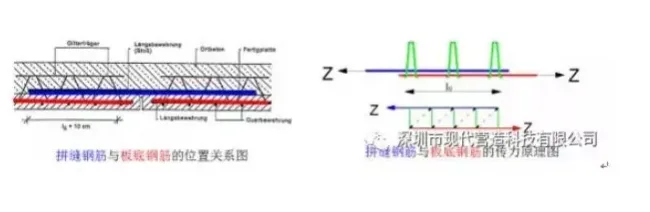
Truss reinforced concrete composite floor slabs were developed in Germany during the 1960s. The method involves embedding triangular steel trusses within prefabricated concrete slabs. Once installed on site, a layer of cast-in-place concrete is poured over the slab, creating a composite floor slab with integrated stress distribution. These slabs can be designed for either unidirectional or bidirectional loading. After decades of research and application, their technical performance is comparable to cast-in-place slabs of the same thickness.
Prefabrication allows mass production of composite bottom plates in factories, enabling high production efficiency, especially with automated assembly lines, while ensuring consistent product quality. On-site, this method reduces the need for extensive scaffolding and formwork, lowers labor intensity, accelerates construction speed, and reduces overall project costs. This mature technology is widely adopted in Europe, where automation is prevalent.
In the early 2000s, companies like Vanke Group and Baoye Xiweide made significant efforts in prefabricated buildings, incorporating this technology into the “Technical Specification for Prefabricated Concrete Structures” (JGJ1-2014) and developing supporting national standard atlases. It has since become a mainstream prefabricated component in China.
Compared to traditional prefabricated composite slabs without truss reinforcement in China, the introduction of truss steel bars enhances the stiffness of prefabricated components, reduces deformation during lifting and construction, and increases their capacity to withstand construction loads. Larger support spacing is possible, simplifying operations and reducing worker labor intensity, offering notable technical advantages.
The diagonal web members of the truss improve bonding between the two concrete layers. When joint steel bars are inserted on the slab’s upper surface, these diagonal webs lock the joint bars, creating normal stress perpendicular to the bars. This enhances concrete grip on the steel, effectively achieving indirect steel bar overlap and forming a composite floor capable of bidirectional stress distribution.
Under vertical loads, the diagonal webs and concrete under diagonal compression resist horizontal forces between the two concrete layers, enhancing the overall integrity of the composite floor slab.
Like traditional cast-in-place floors, prefabricated truss reinforced concrete composite floors are ordinary reinforced concrete (RC) structures and behave with cracking under stress.
It is well-known that floor slab capacity typically exceeds design requirements, with deflection and crack width controlling design limits. German studies comparing composite slabs to fully cast-in-place counterparts have shown that, with proper design, bidirectional composite slabs with dense joints perform similarly to cast-in-place slabs of equal thickness. Under identical loads, slab deflection increases by only 5% to 7%, and failure modes and crack widths remain comparable. Thus, design and calculation methods for ordinary cast-in-place bidirectional slabs are applicable.
As prefabricated buildings grow in China, the use of truss reinforced concrete composite floor slabs has increased. Despite the simplicity of the technical principles, variations in truss design and construction methods lead to differing performance outcomes. Many construction, design, and production teams remain in early stages of understanding the technical and quality requirements, with misconceptions affecting the adoption of this technology.
The JGJ1-2014 specification states that “separated joints” (dense joints) in truss reinforced concrete composite floor slabs apply only to secondary stress direction joints in one-way slabs. Two-way slabs must use “integral joints,” requiring steel bars to extend from all sides, complicating design, production, and construction. Whether dense joint construction can be applied to two-way slabs to simplify processes—as done abroad—has become a topic of widespread interest.
Based on decades of international experience and technical research, dense splicing joints are viable for two-way load-bearing floor slabs. However, specific engineering considerations must be addressed.
02
Technical and Economic Differences in Applying Prefabricated Truss Reinforced Concrete Composite Bottom Plates at Home and Abroad
Differences in resources make the same technology economically viable to varying degrees across countries.
Labor costs in Europe are high, and cast-in-place construction requires extensive scaffolding, increasing labor and auxiliary expenses. Prefabricated truss reinforced concrete composite floor slabs eliminate formwork, offering clear economic advantages and cleaner construction sites. Most prefabricated slabs are factory-produced, achieving high industrialization.
In China, prefabricated component factories produce and sell truss reinforced concrete composite floor slabs. However, costs for prefabricated buildings often exceed those of similar cast-in-place structures. Is this due to unsuitability of the technology for China’s conditions, or lack of technical mastery? Can innovation tailored to local conditions offer new solutions?
China’s economy remains in early development stages, with construction costs significantly lower than developed countries. Surplus rural labor has migrated to urban construction sites, keeping labor costs low. Concrete production, delivery, and pumping technology are mature, favoring cast-in-place construction. Although labor and materials consumption is high on-site, overall costs remain moderate. Under the “equivalent cast-in-place” approach, prefabricated floors cost substantially more than cast-in-place alternatives.
Several key differences between domestic and international applications contribute to this situation:
- Differences in floor slab span and thickness affect technology efficiency. Foreign slabs are thicker and make full use of steel strength, resulting in better economics. Domestic slabs are often structurally reinforced but thinner, lowering efficiency.
- International floor slabs typically span larger distances with thicknesses of 150-200mm. Prefabricated slabs often have a 50mm bottom plate, solving formwork support issues, and a cast-in-place layer over 100mm thick, ensuring good overall stiffness. There is ample space beneath the truss for embedding water and electrical pipelines, and reinforcement is calculated based on structural requirements.
- Domestic floor slabs usually range from 100-120mm in thickness with smaller diameter steel bars. Many are structurally reinforced but do not fully utilize steel strength. Standards like JGJ1-2014 and atlas 15G366-1 require bottom plates no less than 60mm thick. Combined with thin cast-in-place layers (40-60mm), and only 20-40mm space below the truss, manufacturing errors make embedding pipelines difficult, complicating on-site work—sometimes more so than cast-in-place slabs.
- To accommodate reserved space for utilities, prefabricated composite floor slabs are generally 20-30mm thicker than cast-in-place counterparts, adding 50-75 kg/m² to the floor’s dead load.
- This increased weight leads to higher costs for beams, slabs, walls, columns, and foundations. For example, a project using 200,000 square meters of prefabricated composite slabs could see building weight increase by over 10,000 tons, equating to 4,000 cubic meters of extra reinforced concrete. At 3,000 yuan/m³, material costs rise by 60-90 yuan per square meter.
This explains why prefabricated building costs in China have risen rather than fallen under the “equivalent cast-in-place” model.
Joint form differences in truss composite bottom plates also complicate production and construction, adding cost.
Internationally, large-span, unidirectional force floor slabs dominate. Truss steel reinforced composite floors typically avoid “four-sided reinforcement,” use dense splicing joints, and ensure joint bars transmit horizontal tension, simplifying component production and installation.
Domestically, designers often misinterpret “equivalent to cast-in-place” as requiring two-way slabs with four-sided reinforcement, increasing demolding difficulty during production. Additionally, onsite construction demands joint formwork, shorter support beams, and increased labor, doubling work tool and labor costs while lowering efficiency.

▲ Left: Large-span composite floor trusses are tall and rigid, with steel bars only extending from both ends, enabling fast production and installation. Right: A domestic project uses small-span composite slabs with reinforcement on all sides, complicating production and construction.
Domestic truss reinforced concrete composite slabs are shorter, increasing production and lifting costs compared to longer foreign slabs of equivalent area.
According to prefabricated building economics, splitting concrete components into more pieces raises costs; fewer components reduce expenses.
Composite slab width is limited by transportation; both domestic and international widths range from 2.4 to 3 meters. Abroad, large-span slabs exceed 6 meters in length, with factory formworks spanning 10-14 meters.
China’s residential buildings usually have widths under 4 meters, with stacked slab lengths of only 3-4 meters. For the same floor area, China uses about 50% more components. Increased production and lifting frequency raise labor costs by 50%, while slower construction raises indirect expenses.
Recognizing these economic differences, it is important to re-examine and innovate truss reinforced concrete composite floor technology to enhance PC building efficiency. Below are my thoughts and research shared with engineering colleagues at Guangzhou University.
03
Reevaluating Prefabricated Truss Reinforced Concrete Composite Floor Slab Technology
What is the appropriate thickness for domestic prefabricated truss reinforced composite bottom plates?
Domestic standards typically require prefabricated composite bottom plates to be at least 60mm thick. Is this justified?
Many experts worry that thin laminated panels crack easily. I argue that “truss reinforced composite slabs differ from traditional prefabricated slabs, and thicker bottom plates are not always better,” based on the following:
- Truss reinforcement enhances spatial stiffness and reduces deflection during transport and hoisting.
- The stress behavior of truss reinforced composite panels during lifting and construction differs from that of regular prefabricated slabs, offering higher bearing capacity. Thickening the bottom plate offers little additional strength but increases weight, which is disadvantageous during lifting.
- Leakage resistance mainly depends on the quality of the cast-in-place layer. Thickening the bottom plate does not improve this. Small cracks due to temperature and shrinkage form in the laminated bottom plate but are filled and sealed by the cast-in-place concrete, ensuring self-healing without affecting performance.
I question Article 6.6.2 of JGJ1-2014, which mandates a minimum 60mm thickness for precast slabs and composite layers.
Typically, steel bars in laminated panels are 10mm in diameter with 20mm bi-directional thickness. According to the “Code for Design of Concrete Structures” GB 50010-2010 (Article 8.2.2), when using factory-produced prefabricated components and with proper measures, concrete protective layer thickness can be reduced. Protective layers can be 10mm thick, with a minimum overall thickness of 40mm. Considering a 5mm manufacturing tolerance, the laminated bottom plate thickness should be no less than 45mm, which aligns better with national conditions. Additionally, joint quality must be ensured to prevent joint steel bar corrosion.
Advantages and disadvantages of tight panel seams versus open seam hanging molds
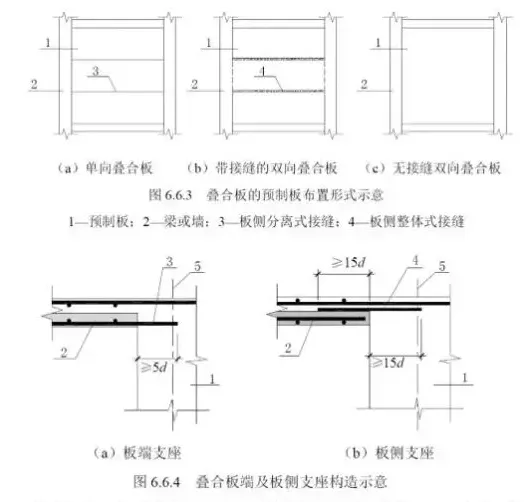
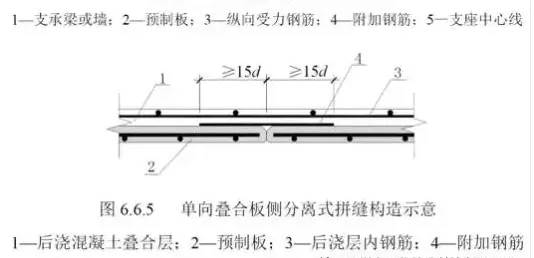
When multiple composite floor panels are spliced in a room, JGJ1-2014’s Article 6.6.3 specifies two joint types: “separated joints” (dense panel joints) and “integral joints.” “Separated joints” apply only to one-way panel side joints and not to two-way or four-sided supported panels with length-to-width ratios no greater than 3. This provision warrants discussion.
Figures 6.6.4 and 6.6.5 do not clearly define truss reinforcement positioning at composite panel edges, and the “additional reinforcement 4” shown does not effectively transmit stress.
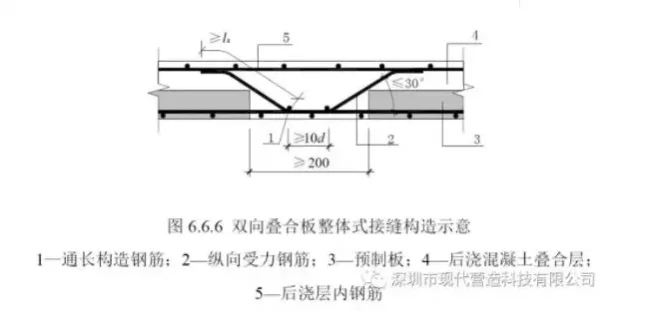
Article 6.6.6 of JGJ1-2014 requires that “integral joints on the side of double-sided composite panels be located in the secondary stress direction and avoid maximum bending moment sections. Joints may be formed as post-pouring strips and must comply with regulations.”
In practice, most rooms consist of two panels, making it difficult to avoid joint placement at maximum bending moment sections in the secondary stress direction. Following this rule complicates two-way composite slab design. However, domestic developers prioritize two-way panels for cost reasons, leading to conflicts. Some even split two panels into three smaller sections to comply with “avoiding maximum bending moment sections,” showing a lack of practical consideration during standard development.

The “integral joint structure” shown in Figure 6.6.6 is very challenging to construct.
Due to large gaps, integral joints often require formwork. For composite slabs, temporary leveling uses top supports and crossbeams. The slab bottom tightly rests on the crossbeam surface without gaps, but formwork at joints requires cutting crossbeams, making it difficult to achieve horizontal alignment. This complicates onsite construction and compromises quality. Extensive site investigations reveal this is a common issue.

▲ Support and formwork setup in a living room composed of three stacked floor slabs. Six supports are placed under each slab, with three supports under each joint, totaling 24 supports and 9 short wooden beams. Ensuring level formwork matching the slab bottom requires extensive, difficult work.
If these three stacked slabs were tightly joined, only nine top supports and three long wooden beams would be needed, eliminating joint formwork. This would save 50% of onsite construction tools and labor, significantly reducing costs.
I often wonder: Why did Germans invent truss composite floor slabs—to improve quality and simplify construction, or to make it more complicated? Our current use of the “integral joint structure” with four-sided reinforcement complicates production, construction, and quality assurance. Uneven surfaces often require secondary polishing, adding difficulty and invisible cost increases. How can this be improved?
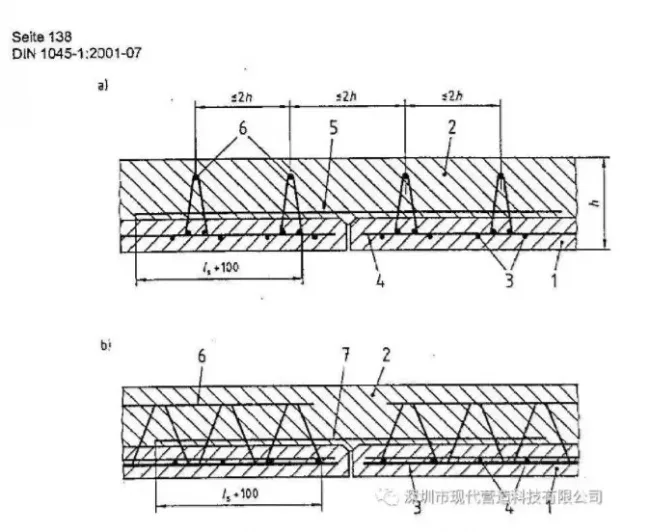
▲ Schematic of laminated floor slab joint overlap according to German standard DIN1045-1:2008-08
Internationally, most truss reinforced concrete composite floor slabs use “dense joints,” the standard “separated joint” type. However, JGJ1-2014 restricts this method to one-way slabs only. Due to domestic preference for two-way load-bearing floor slabs, this simpler construction method is abandoned, and research in this area remains limited.
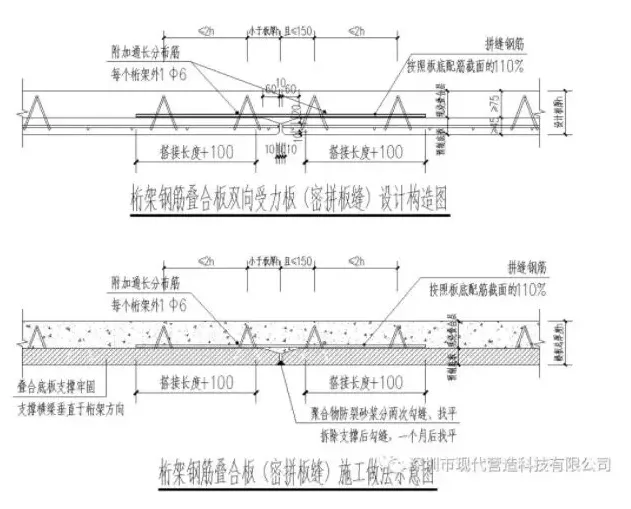
Based on foreign practice data, I have optimized the design of relatively thin composite slabs in China. By slightly modifying the composite floor slab design and adopting dense splicing joints without side reinforcement, bidirectional force can be achieved without increasing total slab thickness. This has been applied successfully in multiple projects. The improved design is illustrated below:
Can prefabricated truss reinforced composite bottom plates still be used if cracks appear before installation?
Cracking in prefabricated truss composite floor slabs is a common concern on construction sites. Does the presence of cracks mean the slab must be discarded?
Prefabricated truss reinforced concrete composite floor slabs are semi-finished products. During construction, the prefabricated bottom plate only bears its own weight and construction loads, transferring loads to supports below. Once cast-in-place concrete is poured, the composite slab must meet normal bearing capacity, deformation control, and performance requirements under specifications and design.
Therefore, according to the “Code for Acceptance of Concrete Structures” GB50204-2015, structural performance testing is not required for composite floor slabs. Both JGJ1-2014 and GB50204-2015 require only external dimensional deviation inspections, with no deflection or crack width limits for component defects. Only persistent crack widths are verified. This is reasonable since prefabricated components are intermediate semi-finished products.
Most construction sites in China report cracks—note these are “cracks” rather than “breaks”—often irregular and resembling fissures. Cracks typically occur near steel bars due to slight expansion and contraction differences under temperature changes, causing stress concentration. They are more frequent in slab centers and less so around edges. These cracks result primarily from concrete shrinkage and temperature fluctuations, are fine and widespread, difficult to see when dry, but may cause water seepage visible at slab bottoms when wet.
Below are photos from my 2010 prefabricated building test sample room project, where composite floor slabs and roofs used dense splicing joints. Many prefabricated slabs showed cracks during construction, but were monitored over time.

▲ Left: No visible cracks before water pouring, joint is transparent. Right: After compaction, obvious water seepage at the bottom crack of the board.
The 10mm joint area was transparent before construction, with potential cement mortar leakage during pouring. After construction, joints were compacted, but water seepage revealed cracks in the laminated bottom plate.
This roof panel had no waterproofing and was naturally exposed. After 18 months, no leakage was detected. Analysis shows that wet concrete slurry penetrates cracks during pouring, filling gaps until fully sealed.
During construction, water seepage at cracks gradually turns milky white or gray cement-like as the slurry sets, stopping leakage. Once hardened, crystallized slurry seals cracks, often visible as gray-white marks on slab surfaces. This self-healing does not affect bearing capacity and can improve impermeability compared to full-thickness cast-in-place slabs.
Long-term, the risk of further cracking diminishes due to creep completion in the prefabricated bottom plate and dense crystal formation in gaps. Thus, such cracks are harmless and do not impair floor slab performance.
If visible, regular through-cracks appear on both slab surfaces wider than 0.5mm, with upper truss chords showing buckling, the slab should be scrapped. Minor water-induced cracks during construction do not affect quality or use after finishing.
Does increasing the thickness of the reinforced composite bottom plate prevent cracking?
Domestic standards require a minimum 60mm thickness for prefabricated composite bottom plates. Is this justified?
During the development of JGJ1-2014, I proposed that “thicker is not always better” for bottom plate thickness.
Some argue that thicker plates prevent cracks from transport, lifting, and construction loads, leading to the 60mm minimum. However, misunderstanding “not suitable” as “not allowed” has resulted in small-span domestic slabs being no less than 60mm thick, while large-span European slabs commonly use 50mm.
Is thickening truly effective against cracking?
Reinforced concrete expands and contracts with temperature changes. Under identical temperature differences and deformations, temperature stress remains similar. Larger cross-sections and higher stiffness increase expansion forces, which convert into tensile and compressive stresses in concrete and steel. If tensile stress exceeds concrete capacity, cracking occurs. Increasing bottom plate thickness raises concrete stress from temperature changes, making cracking more likely if reinforcement remains constant.
During storage, transport, and hoisting, hardened laminated slabs act as simply supported beams. Deformation depends on truss stiffness and self-weight. With truss height unchanged, thicker bottom plates increase deflection and cracking risk. Therefore, thinner laminated slabs perform better (prestressed ribbed laminated slabs have bottom plates around 35mm thick and rarely crack due to prestress).
Ensuring sufficient reinforcement cover, the composite slab should be as thin as possible, with thicker cast-in-place concrete. This reduces component costs, facilitates utility installation, improves floor quality, and lowers project costs. Thus, increasing bottom plate thickness is detrimental, not beneficial.
4. Technical Design and Construction Points for Double-Sided Panel Prefabricated Composite Floor Slabs
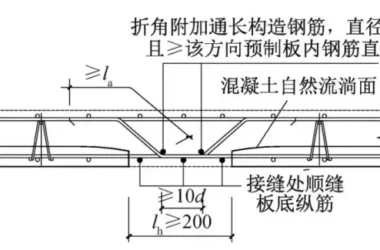
From previous discussions, using chamfers on the upper laminated slab edges increases local cast-in-place concrete thickness at joints. Constrained by truss steel bars, joint steel bars can overlap indirectly with bottom plate stress bars, transmitting axial tension and compression to achieve dense two-way joints. This reduces slab thickness, simplifies production and construction, and lowers costs.
Key design and construction considerations for bidirectional slabs include:
- Chamfer both top and bottom edges of the laminated slab. Top chamfer should be at least 20mm x 60mm to enhance joint stiffness and prevent steel corrosion; bottom chamfer should be 10mm x 10mm. Joint width should be 10mm to accommodate construction tolerances.
- Cast-in-place concrete thickness at joints should exceed two-thirds of total slab thickness, with remaining slab stiffness at joints not less than 30% of total thickness, enabling bidirectional stress design.
- During construction, ensure bottom surfaces of laminated slabs on both joint sides are level within 3mm.
- Joint reinforcement area should be at least 110% of the bottom slab’s load-bearing reinforcement, adding two extra bars with a total length distribution of six.
- Joint reinforcement must achieve lap length after passing through truss reinforcement.
5. Reducing Cracks in Prefabricated Laminated Bottom Plates
Cracks in non-prestressed truss reinforced concrete composite slabs primarily stem from shrinkage, temperature changes, and improper storage, transportation, or hoisting. Recommended measures include:
- Strengthen curing: After demolding, whether or not design strength is reached, components should be watered and cured onsite for at least 7 days to prevent premature drying and shrinkage-induced cracks.
- Provide shading to reduce temperature differences. Store components indoors when possible; outdoors storage should include top-layer shading to avoid thermal cracks.
- Stack components according to designed lifting points. Mark lifting locations clearly, and align stacking supports with these points to prevent cracking from secondary stresses.
- Secure components during transportation to protect against impact damage.
- Follow specified lifting points during installation. Support spacing should comply with design and specifications. Use manual hoists for controlled lowering.
- Before concrete pouring, thoroughly moisten joint surfaces to prevent rapid water loss that hinders crack filling and self-healing. Pour concrete carefully, avoiding surface water accumulation and ensuring proper mix ratios.
◆
Conclusion
◆
- With slight improvements in component design—such as chamfering upper edges and ensuring cast-in-place concrete at joints covers over two-thirds of slab thickness—dense joint methods enable bidirectional slabs with thinner plates.
- Truss steel bars arranged within slab thickness and joint reinforcements passing through truss rows can indirectly overlap and transmit tensile stress with bottom reinforcement.
- Dense splicing board joints in bidirectional composite floors eliminate the need for protruding steel bars, significantly reducing production and installation costs, cutting construction expenses by approximately 50%, and accelerating progress.
- Dense splicing board joints should be chamfered at the bottom and leveled twice with polymer anti-cracking mortar to accommodate construction tolerances and prevent bottom cracking.
- Visible cracks and water seepage in prefabricated laminated bottom plates after wetting do not affect normal use. Passing a closed water test confirms acceptance; otherwise, waterproofing measures should be applied atop the slab.
Article source: Shenzhen Modern Construction Technology Co., Ltd











Must log in before commenting!
Sign Up