1. Upon arrival at the factory, grouting sleeves must undergo inspection for appearance quality, identification, and dimensional deviations. The inspection results should comply with the current industry standards: Grouting Sleeve for Prefabricated Structural Steel Reinforcement Connection (JG/T 398) and Application Technical Specification for Grouting Connection of Steel Reinforcement Sleeve (JGJ 355).

Figure 1: Cross-sectional schematic of a semi-grouted sleeve.
① Inspection Quantity and Method
Inspection Quantity: For each batch of grouting sleeves with the same batch number, type, and specification, the batch size should not exceed 1,000 units. From each batch, 10 sleeves are randomly selected for inspection.
Inspection Method: Visual observation and measurement using a ruler.
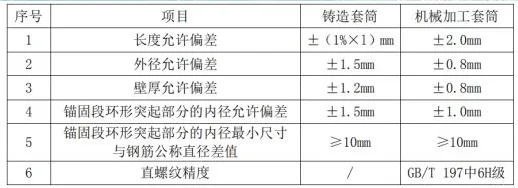
② Dimensional Tolerances
The size deviations of the sleeves must comply with the limits specified in Table 1 below.
Table 1: Sleeve Size Deviation
③ Visual Inspection Criteria for Grouting Sleeves
a. The surface of the cast sleeve must be free from defects such as slag inclusion, cold shuts, sand holes, pores, or cracks that could impair performance.
b. The machined sleeve surface should not contain cracks or other defects affecting joint performance. The edges of the sleeve’s end face and outer surface must be free of burrs and sharp edges.
c. The outer surface must clearly display the manufacturer’s identification, sleeve model, and batch number.
d. Minor rust spots or surface rust are acceptable; however, rust scale is not permitted.
④ Dimensional Requirements for Grouting End
The minimum inner diameter difference between the grouting end of the sleeve and the nominal diameter of the connecting steel bar must meet or exceed the values listed in Table 2 below. The anchoring depth for the steel bar should be no less than eight times the nominal diameter of the inserted steel bar.
Table 2: Minimum Inner Diameter Requirements for Grouting Sleeve Grouting Section

2. Upon receipt at the factory, grouting sleeves should be extracted and combined with matching grouting material to create joint specimens for center connection. These specimens undergo tensile strength testing.
The tensile strength of the steel sleeve grouting connection must not be less than the tensile strength standard of the connecting steel bar. In case of failure, the break should occur outside the joint, within the steel bar itself.
Inspection Quantity: For each batch (up to 1,000 sleeves) with the same batch number, type, and specification, three sleeves are randomly selected to create centering connection joint specimens.
Inspection Method: Review quality certification documents and sampling inspection reports.

Figure 2: Photo of a fully grouted sleeve.











Must log in before commenting!
Sign Up